壓鑄件生產工藝流程
壓鑄件訂單→ 壓鑄型設計→壓鑄型制造→壓鑄機試模、裝模→壓鑄件脫模→拋丸、噴砂→ 拋光/研磨、清洗→電鍍、噴漆→壓鑄件粗/精加工→出貨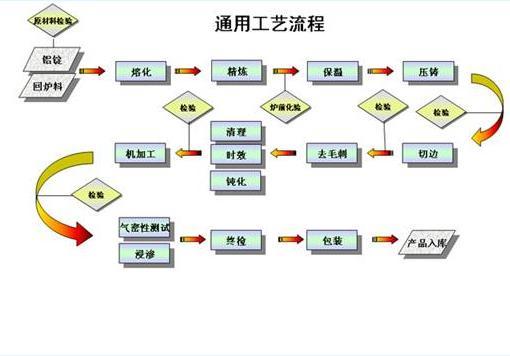 一.壓鑄模具制造加工
一.壓鑄模具制造加工
1.模具制造成本高。
2.壓鑄模具質量及精度差。
3.切削液通用性不足,使用壽命及使用周期短,間接成本增高。
推薦HEESE漢斯相關產品
● 漢斯長壽命環保型切削液EC7070A(適應模具行業所有切割工序)
● 漢斯環保型防銹切削液EC7020
二.壓鑄機液壓潤滑系統
壓鑄機的液壓系統猶如人體的心臟,而液壓油則是壓鑄機的血液。
常見問題
1.油品變黑、油壓不穩定。
2.普通水乙二醇抗燃液壓油穩定性差、使用壽命短、壓鑄機易損壞。
3.由于加工工序的不同,需采用不同的冷卻潤滑產品,需要經常更換,成本高。
推薦HEESE漢斯產品
● 漢斯抗磨液壓油EP46\EP68 ● 漢斯合成型抗燃液壓油HDR46/HDR68
三、壓鑄件脫模
金屬液體冷卻成型后,使用脫模劑及壓力設施將壓鑄件從模型腔中脫離出來的過程。
常見問題:
1.高溫合金脫模性差,常出現粘模、卡死。
2.脫模劑分散、熱穩定性欠佳,模具損壞大。
3.含硅類脫模劑較多,影響后續涂裝工藝。
4.通用性不足,綜合成本高。
推薦產品:漢斯特效鋁鋅合金壓鑄脫模液DC360/DC340/DC330系列
四、壓鑄件清洗
清洗研磨拋光出來的壓鑄件表面殘留的污漬。
常見問題:
1.清洗性差,不徹底。
2.刺激皮膚,有傷手問題。
3.清洗出來的工件會有出現腐蝕、發霉問題。
4.清洗時效不長,排放及使用成本高。
推薦產品:漢斯濃縮型水性環保清洗劑W200或者漢斯碳化水素清洗劑。